



いきなりですが歪直しについて悩まれていませんか?
歪直しは職人技なところがあり教えてスグできるものではございません。
経験しないとわからないことが多いです。
鉄工のモノ造り経験者は誰もが初めは歪取りのやり方と抑える方法を悩むものです。
しかし
10年も経験すれば初めは難しいと感じていたことも誰にも教わらなくても歪みが直せるくらいのレベルに達することができます。
私自身も歪みが全然思うように取ることができず先輩にご迷惑やご指導していただきながらも製品にならず再生したこともあります。
ここでわかること
・ガスによる歪直しの炙りパターン
・ガスによる歪直し方法
これらについて
鉄工業界20年で培った経験を元に歪取りの基本的な考えとガスによる歪取りの方法を長くなりますが伝授できればと思います。
※個人的な見解をまとめたものになりますのであらかじめご理解ください。
1.歪直しは見極める目と経験値がモノをいう

溶接した構造物の場合、溶接した熱による歪みが必ず生じます。
歪をゼロにすることは基本困難なことで、キレイに歪を直せる=経験値の差があります。
歪みが出る仕組みや歪の抑制方法についてはこちらをどうぞ。
歪みは厚板のPL(プレート)は目立つほど曲がることはないですが、薄板のPLは顕著に歪みが出ます。
溶接する電流電圧の設定や溶接順序を考慮しても薄板は少なからず歪みます。
薄板の歪直しはPL6mmが大変
歪取りは薄板になればなるほど難易度が上がりますが、PL1〜4mmくらいはハンマーで叩いて直すことができます。
プレスで直せるなら簡単ですが構造物サイズが大きすぎてプレスに入らない場合は、どのみち頼る方法はガスになります。
ガスで炙るとき間違った場所を炙り続けるとPL6mmくらいは元に戻らなくなり製品にならないことも・・・
炙りすぎないためにも見極める目も必要になります。
だから歪取りは難しいとも言えます。
2.歪を直す時の基本的な考え方
歪みを直す時はガスを使用することが一般的ですが、ガスによる歪を直すときはどこを炙るかご存知でしょうか?
これは基本になりますので必ず覚えておきましょう。
・リブが入っている場合は先にリブをできるだけ真っ直ぐにすること
・大きく曲がったところを先に炙らない
詳細については後述します。
イメージは板厚の半分くらい火を入れる
どのくらい炙るのかは経験値により個人差がありますがイメージするのは板厚の半分くらい火を入れることです。
これは板厚に関係なくおこなうこと。
ただし注意しなくてはいけないことがあります。
歪み量と距離によるので炙りすぎ注意
注意することは歪み量と炙る距離によることです。
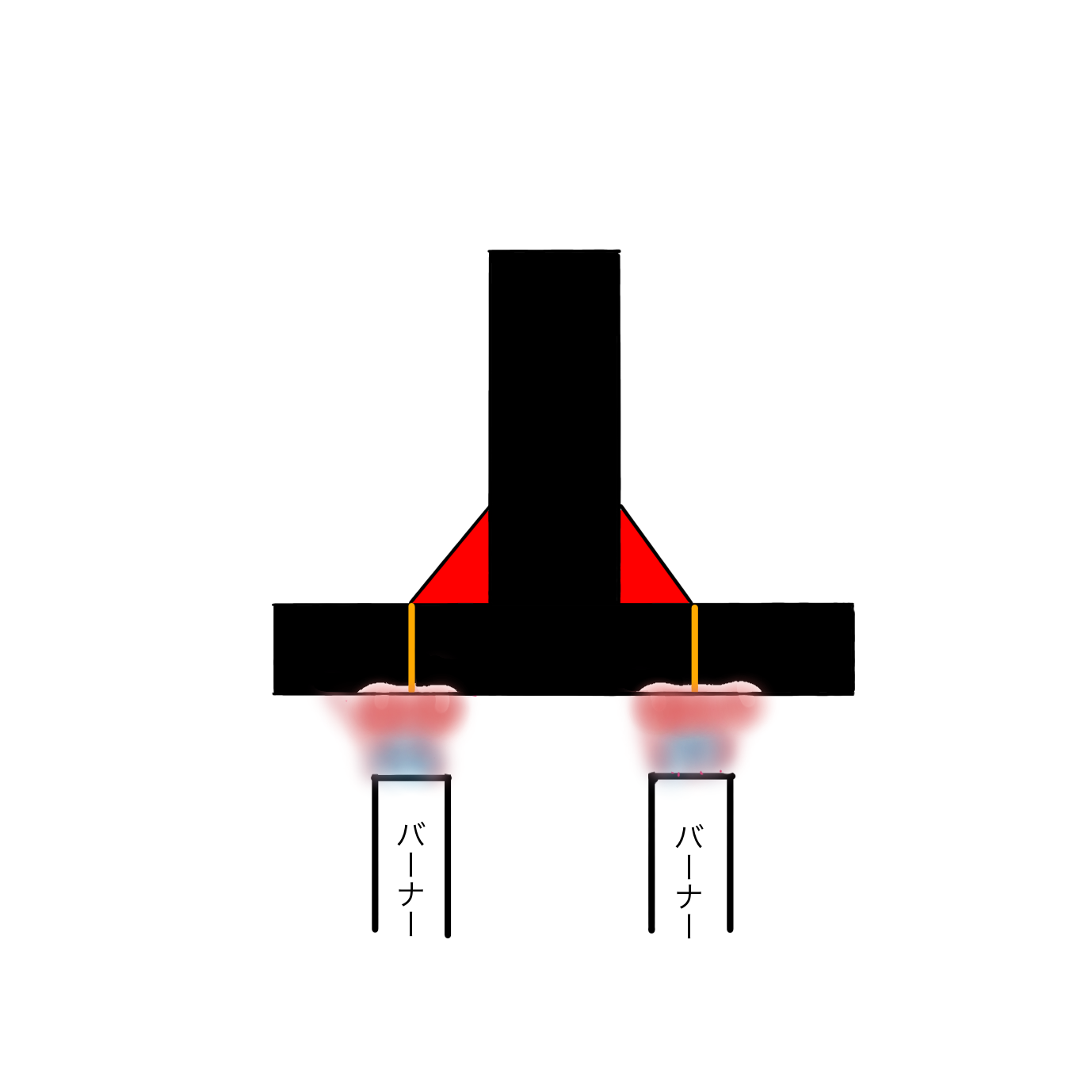
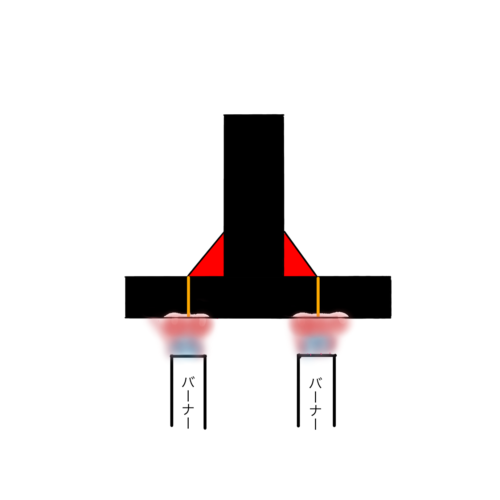
例えば、T字の構造物の場合
溶接して歪みが2mmくらいだったら板厚の半分くらい火を入れてしまうと炙りすぎてしまいます。
炙りの調整が難しいところではあるんですが、板厚の半分くらい火を入れない代わり距離を長くすることで歪みを取ることもできます。
歪方向がわかりやすいパイプの歪直し方法はこちら

3.ガスで歪み直す炙り方は2パターン
ガスで炙るといってもどのように炙っていくかわからないと思いますので簡単に説明します。
ガスで炙って歪みを直す方法として線焼きと点焼き(お灸)の2つがあります。
これらは呼んで字のごとくの焼き方です。
線焼きの特徴
線状に焼いて歪みを直す方法です。
主に長い距離を炙るときに使います。
慣れていないと炙りすぎる可能性が高くなりますので加減が必要です。
点焼きの特徴
点焼きは別名お灸を据えるともいいます。
点焼きなので一点一点丸く焼くので歪みを広範囲で直すときは時間がかかっちゃいますので適しません。
狭い範囲や少し直す場合には点焼きがベストです。
こちらは微調整用と思っていただいてもいいでしょう。
4.歪みを直すときは一発でやろうとしない
まずこれは私の中で鉄則になりますが
理由は
炙ったときPLの動きがどのくらいあるかわからない。
トクに歪み量が大きく曲がっちゃってるものは残留応力も大きいので徐々に取るように心がけましょう。
まずは自分が思っている火の強さより落としてやって様子をみてから次に火の強さと炙る距離を判断するようにしましょう。
焦りは禁物です。
5.ガスで炙る強さ(色の度合い)ってどのくらい
歪の量や歪み方にもよりますがPL6〜9mmくらいで長さが1000mmくらいなら、PLを赤くしなくても歪を直すことができます。
色が付くかなくらいでおおよそ900mmくらい炙ってみましょう。
(両端50mmくらいは残しておく)
6.大きく曲がったときの歪み直し方法

歪を抑制するために拘束してから溶接をしても曲がりは発生します。
大丈夫だろうと思って拘束なしでやると波打ったような曲がりが出て歪を直せるか不安になることでしょう。
しかしこれをご覧いただければ少しは不安が解消されるはずです。
いや、むしろ歪取りがやりたくてウズウズしちゃうかも。
歪み直し例1
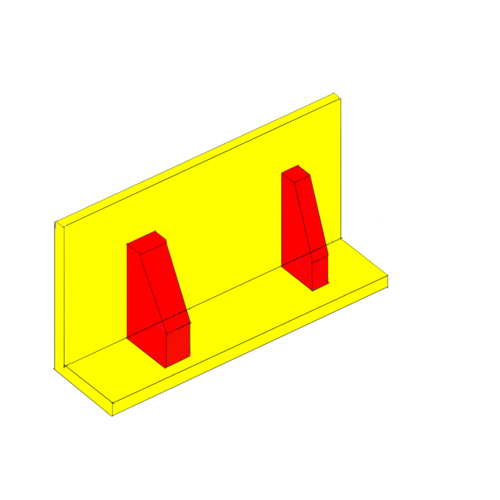
L字に曲がったPL6mmのカバーやブラケットなどに補強用のリブが複数枚付いた製品を溶接したとき歪みが発生したとしましょう。
どうのように歪みを直しますか?
②ハンマーで叩いて直す。
③水を掛けながら曲がりが大きいところを炙る。
④下から上に向かって水を掛けながら炙る。
⑤型鋼でPL端部に万力などで締め上げて真っ直ぐにした状態で炙る。
上記の内容のうち歪みを直す方法が適切な回答は④+⑤を合わせたものになります。
当然ですが
長ければ長いほどやリブ間距離も離れているものでも歪み具合は違いますが大概のものは拘束なしで溶接するとベコベコになります。
どうのように炙っていくのか
リブ間を炙った様子
L字に曲がったPLの端部に型鋼(角鋼、チャンネル、アングルなど)を挟み万力で型綱とPLに隙間がないよう締めます。
歪んでしまったPL6が真っ直ぐになるように締め上げても負けないのであれば型鋼ではなくても可です。
※万力で挟めていなくても隙間がなければいいですよ。
万力で挟んで固定したらPLがどちらに膨らんでいるか直尺で必ず確認すること。
膨らんでいる方側から炙ります。
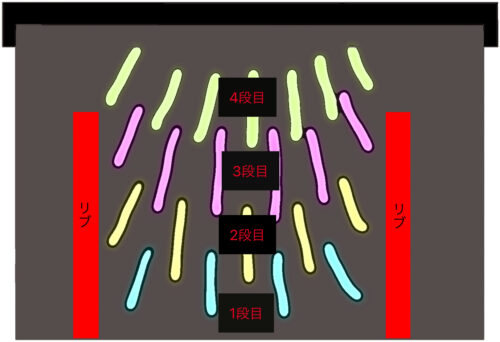
曲げR止まりより少し上くらいから炙りをスタートして高さにもよりますが100mm~200mmくらいの長さで炙ります。
※一般なSS400なら水掛けながら進めることを忘れないでね。
水冷は材質によってできないこともある。
一線一線の間隔は広くとることで後から炙っても歪みが直せやすくなります。
2段目の炙りは1段目炙った間をやっていきます。
(2段目以降の炙り方は前段の間を炙るようおこなう)
端から50mmくらいで炙りを止めて確認し直しきれていない場合繰り返します。
できるだけ同じところを炙らないように進めましょう。
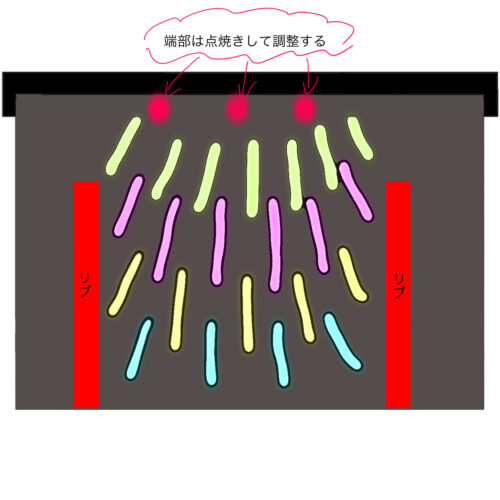
上まで炙っても歪みが直せていない場合は、型鋼で固定してから端部付近を点焼きで赤くして水掛けてください。
綺麗に歪を直すことができるはずです。
歪み直し例2
続いて
穴が開いたPLにリブが複数枚交差(格子状)している構造の歪み直しです。
先にリブを真っ直ぐ出すことから始めます。
えっ?歪んでいるPLを直すだけでいいんじゃないの?
このように思う人は少なからずいらっしゃいます。
いえいえ。それだけでは綺麗に直すことができないんですよ。
ということで先にリブを真っ直ぐする理由について次に述べます。
先にリブを真っ直ぐするワケ
構造物のリブは人間でいう骨です。
例えば背骨が曲がっていたら猫背みたいになり周りの筋肉まで骨に沿うように丸くなってしまいますが、背骨を真っ直ぐにしてから周りの筋肉をほぐしたりすることで姿勢が良くなりますよね。
それと同じです。
骨を真っ直ぐにしてからの方が直しやすく容易になります。
なのでリブを真っ直ぐしてから歪を直していくようにしましょう。
リブを真っ直ぐにする方法
リブが外側に曲がった場合は歯側を炙ることで直せます。
その逆に内側の場合は歯側を叩いて延ばせば直せます。
大きく曲がった場合はウエイト(重り)を置いて溶接した裏側のリブを真っ赤に炙りましょう。
上記のようにやりながらリブが真っ直ぐになったらOK。
リブ間の歪み直しはどのように炙っていくのか
ガスで炙るときはリブ付近(外)から中央に向かって線焼きで薄く炙っていきます。
もちろん水を掛け急冷させながらです。
もう一度述べますが
7.拘束材をバラす前にガスで炙ること
拘束材を取り付けて溶接した場合は先にガスで炙って拘束材をバラすようにしましょう。
これは溶接が終わってPLが冷めて拘束をバラしてしましがちですが、せっかく拘束してまで歪みを抑える努力をして寸法で固定しているはずですのでこの手を使わないのはもったいないない。
バラして余計な力で歪みを直すよりラクに直すことができます。
仕上げがやりにくいとか思うかもしれませんが歪を直す方がスゴい大変ですよ。
8.まとめ
ガスによる歪み直し方法について長々とお伝えしました。
これだけでわかると思っていませんがよく似たような状況の場合少しでもお役に立てれているのかと思います。
歪み直しの基本は溶接した裏を炙ることです忘れず実践してみましょう。
それでは今日も1日頑張りましょう!!


コメント