



溶接の仕事をしていると皆が必ず通る悩みでもあります『歪』ですが、同じ溶接をしていても歪量が違う経験したことはないでしょうか。
歪が出ると品質面が悪く、とてもじゃないけど世に出せる物ではないですよね。
(それ以前に自分のプライドが許しませんがね)
そんな悩みを少しでも解消するべく、ここでは『5種類の歪抑制方法』についてお伝えします。
※ガスによる歪み直しの方法についてはこちらから
スポンサードリンク
1.そもそも歪が生じる理由
溶接すると歪は少なからずでます。
モノ造りをしていてこの歪は非常に厄介者ですよね。
そもそも歪って何で生じるんでしょうか?
主な要因ですが
溶接やガスなどで熱を加えるとその部分だけ膨張しその後、時間が経てば冷やされながら収縮されます。
入熱があった場所と何もしてない場所に内外部に変化が生まれます。
この変化が歪を生じる要因となります。
2.溶接による歪抑制方法
はじめに、構造変更が可能であれば溶接個所を少なくすることや継ぎ手効率や形状変更などをして下さい。
それでは、歪を抑制するにはどのようにすれば良いのか方法についてお伝えしていきます。
その1.拘束しながら溶接
歪が発生するであろう箇所にPLやパイプ、アングルなどの型鋼を使用して拘束する方法。
もちろん、倒れ防止にもそれらの材料を使用することは有効です。
尚且つ
拘束材を付けたまま焼きなまし=焼鈍(しょうどん)すると歪みの抑制効果はより高くなります。
注意しないといけないのは
焼鈍すると拘束材がバレてしまうことです。
焼鈍は板厚にもよりますが一般的な軟鋼で600度くらいまで上げるので鉄の膨張や内部応力の逃げる場所が拘束したため逃げ道がなく弱いところに影響します。
拘束材を溶接固定部が周りより弱い場合は溶接が割れてしまうことがありますのでしっかり溶接固定しましょう。
その2.溶接順序と溶着順序の選定
私はあまり気を付けなかったんですが、溶接量が多い構造物は順序次第で随分と違いがでます。
溶接順序を誤ると構造物の溶接変形や残留応力が発生するし、過度の拘束による割れも生じるおそれがあります。
拘束割れは厚板の構造物で起こりますので予熱して作業しましょう。(材質にも関係することですが)
溶接順序を選定する際は、構造物に負荷のない形状や溶接欠陥など発生しないようにする必要があります。
構造物のどの継ぎ手から溶接していくのか?
基本的な考え
・未溶接継ぎ手を横切って溶接しない。
・溶着量の大きい継ぎ手から先に溶接し小さい継ぎ手は後でやる。
・拘束応力を発生させない順序で溶接する。
1本の溶接線をどのような積層順序で溶接するのか?
『積層方法と特徴』
一般的な溶接方法。
長尺物の溶接だと歪みが大きくなる。
溶け込みが前進法に比べて深い。
溶接外観が凸気味になりやすい。
フラックス棒は後退法する人が多い。
長尺物の溶接だと歪みが大きくなる。
歪みを緩和するために短い長さの溶接をのせ横収縮を均等にさせる目的。
溶接熱を分散させる目的があり連続溶接に比べて曲がりを抑えることが可能。
長尺物は割と使われる。
その3.逆歪方法
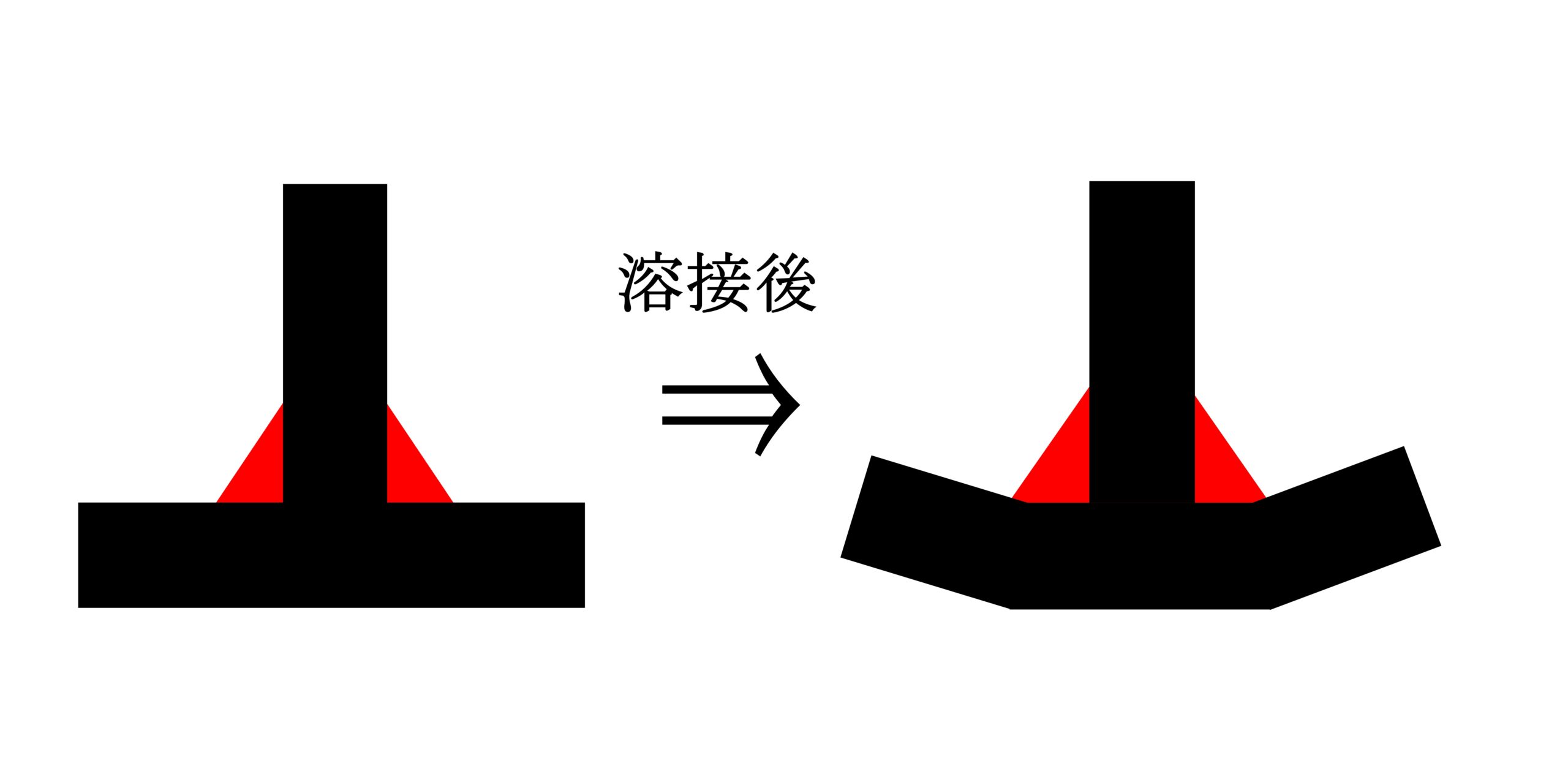
例えば、下記のようなT字の両側溶接すると右側のように溶接した方に曲がってきます。
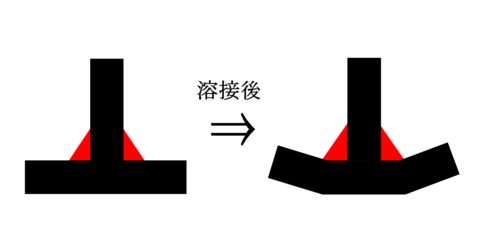
逆歪みは曲がりをあらかじめ溶接する方とは逆に付けておくことで歪を抑制できます。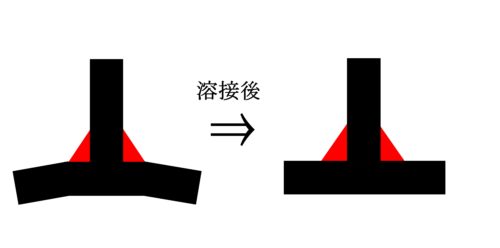
どのくらいの逆歪みをつければいいのかは溶接量や脚長にもよりますが主に経験とノウハウが必要となります。
その4.後で必要な寸法に切断する方法
これはあまり作業として工数が増えるのでオススメはしませんが、過去に失敗している構造物があるなら試す価値はあります。
例えば、先ほどのT字の両側溶接で曲がるような構造だった場合
寸法を1000mmにしたいとき、あらかじめPL(プレート板)を大きく2000mmで製作し溶接まで完了させた後1000mmで切断することで歪を抑制することが可能です。
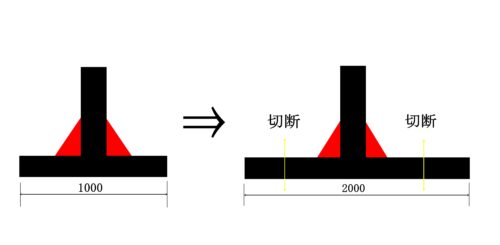
後から切断することで、寸法精度の向上も図ることできることがメリットになります。
先ほどもお伝えしましたが、後から切断する工数が増えるだけではなくて材料も大きく手配することになるので、若干のコスト増になります。
ここはよく上長と相談して決めた方が良いでしょう。
その5.焼鈍・焼き鈍し(SR)方法
焼きなましとか焼鈍(ショウドン)とかSRとか言われる応力除去を目的とした方法になります。
溶接などの熱による残留応力が内部に潜んでいるため、放っておくと長い時間を掛けて変形が生じる問題があるので焼鈍に入れることで解消できます。
こちらは、拘束した状態で一緒に焼きなましすると効果テキメンです。
※ガスによる歪み直しの方法についてはこちらから
3.まとめ
5種類の歪抑制方法
・拘束による方法
・溶接順序と溶着順序の選定
・逆歪方法
・後で寸法に切断する方法
溶接作業に携わる人はいつも歪も考えて作業しなくてはいけません。
溶接の歪の抑制は永遠のテーマでもありますので、是非頑張って良いモノ造りをしていきましょう。


コメント