



舐めてかかると落ちる人が多いJIS溶接試験ですが、そんな中でもステンレス(SUS)の薄板溶接TN-Fの溶接試験は半自動とは違って注意しないといけない所があります。
ここでは、ステンレス(SUS)の薄板溶接に於ける電流値や裏ガスの流量などをお伝えしますので、失敗しない実技試験を目指して合格を勝ち取りましょう!!
1.JIS溶接試験のTN-Fとは
溶接経験者や従事者、受験する方はご存じでしょうがTN-Fといわれるものはステンレス(SUS)の薄板溶接です。
溶接方法はTIG溶接で裏波溶接となります。
半自動とは違ってTIG溶接は技量が必要です。
2.TIG溶接の技量が必要な理由と運棒方法
TIG溶接のワイヤーは手で送給
半自動は溶接ワイヤーが送給装置にて定速送給されますが、TIG溶接は手を使って送給する方法となり、利き手はTIG溶接トーチ、反対の手は溶接ワイヤー(溶加棒)を持って両手を使って溶接することになります。
この溶接ワイヤー(溶加棒)の送りがなかなかスムーズにできないため、ワイヤーの送給が遅れると溶接熱によりプレートが溶けるので送り練習が必要です。
ワイヤーを送る時の手の動きはイモムシみたいな感じです。
(頭では解かっているがこれが難しい)
高度な技量が必要な理由
1.TIG溶接は入熱が半自動に比べて高いため溶け落ちしやすい。
2.入熱が高いため、ステンレスの場合は裏側が酸化しやすい。
3.TIG溶接の運棒方法は基本的にローリングしながらする。(八の字を描きながら)
私は3が出来ないんです。
なので、薄板の溶接はストレートに運棒してます。
もちろんストレートに運棒しても合格は出来るのでご安心ください。
スポンサードリンク
3.JIS溶接試験のTN-Fの試験片(TP)の仮付け条件とは
JIS溶接試験のTP(試験片)の条件や個人のやりやすい電流値や運棒方法など、個人差があるため『これ!』って限定することは困難ですが参考程度にお伝えします。
まず、あなたはどのように溶接しますか?
運棒方法は?
・ローリング
・ストレート
これだけで試験片(TP)の条件が違います。
『ローリング』の場合
1.試験片(TP)はルート面ナシでギャップもナシ
『ストレート』の場合
1.試験片(TP)はルート面ナシでギャップもナシ
2.ルート面0.5mm~1mmでギャップ1mm程度
仮付け場所はこちらをお読みください。

4.JIS溶接試験のTN-Fの電流値は
『ローリング』の場合
薄板という事もありますが、そこまで電流を上げる事ができません。
それは運棒が八の字を描きながらゆっくり前進されるためです。
自分の運棒スピードに合わないくらい高い電流でやると抜けちゃいますのでご注意ください。
なので、電流値は70A程度が良いでしょう。
『ストレート』の場合
試験片の条件に左右されますが、電流値80A~100Aまでがいいでしょう。
但し、ギャップを開けて溶接する場合は非常にレベルが高くなり溶接棒を入れながら進めることで片溶けするリスクもあります。
5.JIS溶接試験のTN-Fの裏ガスの量は
ステンレス(SUS)の裏波溶接は酸化防止のため裏ガス(バックシールド)が必要です。
裏ガスの量は5ml~7ml程度
そんだけ?って思うかもしれませんが出し過ぎは禁物です。
裏ガスを出しすぎると
溶接トーチ側より裏ガスの流量が多いとどうなるでしょうか?
溶接トーチから溶接ビードの表面をシールドするためにガスが出ているのに、下から出るガスの流量が多いとトーチ側のシールドガスが吹き飛ばされてしまいますので流量にもご注意ください。
実技試験中たまに裏ガスの流量が高い人がいます。先日は25ml出していた人がいました。
そうならないように流量は確認しましょう。
シールドガスを吹き飛ばすということは
裏ガスの量を多く出し過ぎると溶接時にブローホールの溶接欠陥が生じやすくなり、逆に少なすぎると裏側が酸化してしまうため、適正な流量でないと不合格になりかねないんです。

6.まとめ
失敗しないTN-F実技試験の条件
『ローリング』
・試験片(TP)はルート面ナシでギャップもナシ
・電流値は70A程度
『ストレート』
・試験片(TP)はルート面ナシでギャップもナシ
又は、ルート面0.5mm~1mmでギャップ1mm程度
・電流値80A~100A
『裏ガス(バックシールド)』
・5ml~7ml程度
※万が一裏波が出てなくても慌てることはせず、高い電流(150A)くらいで上からナメ溶接してみましょう。
最後に裏ガス(バックシールド)を出し忘れる人が数多くいます。
前にやった人の条件で受験する事のないように気を付けて、必ず裏ガスを確認してから溶接するように!!
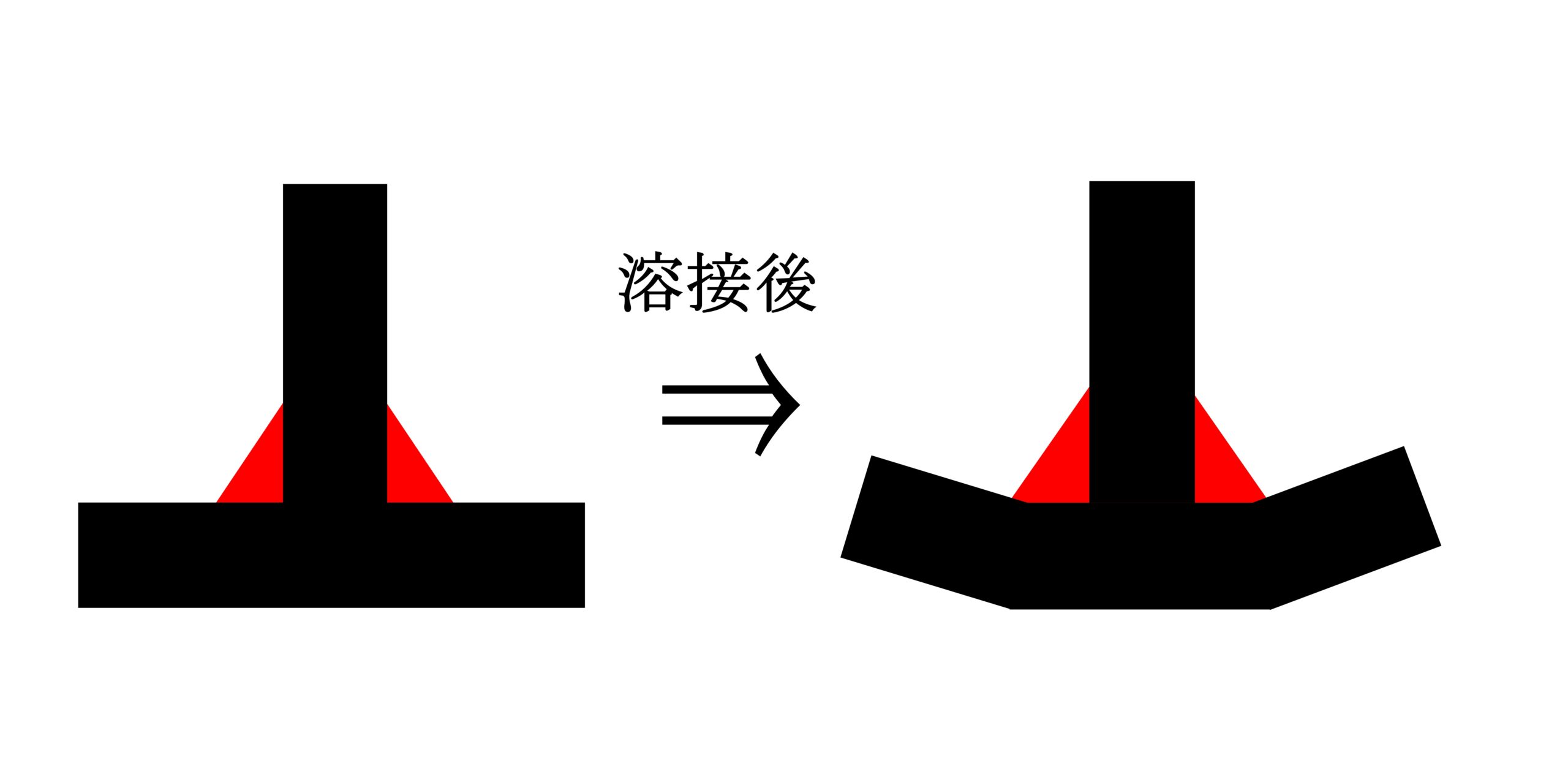
※ガスによる歪み直しの方法についてはこちらから

コメント