



溶接の資格には色々ありますが、その中でも一般的な溶接資格とされていますJIS溶接評価試験。
通称 JIS検
このJIS検の複数ある実技試験の一つでN-2Fの溶接と裏波の条件についてお伝えしますので参考にしてみて下さい。
ここでわかること
・N-2Fの裏波溶接の電流条件と注意点
・溶接の各層ごとの運棒方法とポイント
※この条件をお伝えしても合格の保証をするわけではございません。
不合格になっても責任は負えませんのでご理解ください。
一から条件出しは大変なので資格を持った私の条件をお伝えするので練習をしてみてくださいね。
1.N-2Fの開先条件
JIS検はどの溶接姿勢にも開先があります。
この開先条件の中には開先面(ルート面やルートフェイスと呼ばれる)やルートギャップ、開先角度などが含まれているわけですが、裏波溶接するにはどれもおろそかにすることはできません。
同じ電流で裏波溶接してもルート面とルートギャップが少し違うだけで裏波が出る出ないという問題が発生します。
そんな開先で私の条件はというと
ルートギャップ:2.6~2.8mm
取得する際、練習したとき色んな条件でやりましたがこの条件でやったときが安定して裏波がだせました。

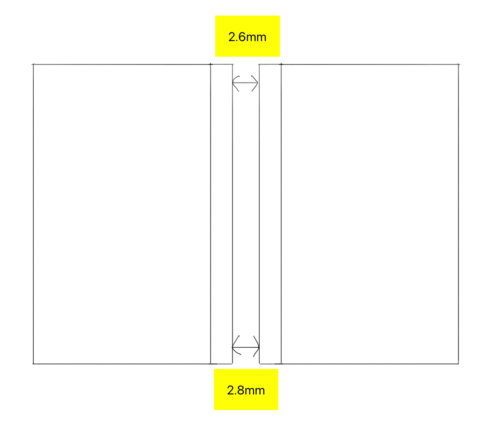
スタートとクレーターでルートギャップが違う
仮組立時、ルートギャップは同じギャップにしがちですが、決して同じギャップにしないように組立することがポイントです。
例えば、右から左へ溶接したときのギャップがどうなるのか?
半分くらい溶接した時に『あれ?ギャップが狭くなっている?』と感じてくるかと思います。
それもそのはずで
溶接は鉄と鉄をワイヤーを溶かしくっつけているので冷えてくる時に収縮が発生し隙間がなくなってくる現象があります。
開いているはずのギャップがなくなってくるのは仕方がないことなので、対策としてスタート側に比べて少しクレーター側を広くすることで溶接の裏波を最後まで出しやすく改善します。
2.N-2Fの裏波溶接の電流条件と注意点
ルート面とルートギャップが決まれば開先の条件に合わせて電流を設定します。
(電流に合わせて開先条件を設定する方がやりやすいかもしれない)
【Nー2Fの裏波溶接条件】
1層目:94A~96Aくらい
2層目:180~200A
3層目:180~200A
私の場合は溶接層数は3層にしてますが溶接量が少ないようなら4層でもいいです。
電流計を必ず使用して測定
手棒溶接=アーク溶接は交流なので高い電流と低い電流の上下の電流値に差が生じています。
溶接経験の少ない人は電流計で必ず測定して高い電流値が求めている値になるようにしましょう。
初層の電流値まで下がらない溶接機もある
ここで注意しないといけないのが溶接機によって求めている低い電流値まで下がらないものもあるということです。
溶接機の性能なのか古すぎる問題なのかわかりませんが、頭の片隅にでも置いといて下さい。
いざとなったら溶接協会に相談
アーク溶接は溶接機に左右されることになるわけなので、電流値測定したとき下がらなければ溶接協会の人に相談しましょう。
万が一、対応して頂けない場合も考慮して仮に100Aの電流でも裏波が出せる状態にしておくと色んな状況でも対応はできます。
3.溶接の運棒方法とポイント
アーク溶接は溶接棒を置くだけで溶接ができると一般的に知られています。
置くだけとはつまり引き溶接(後退法)になります。
やりやすい方法でやるのが一番いいんですが私が推奨する方法は
初層:前進法
2層目以降は後退法
です。
それではN-2Fの各層ごとの運棒とポイントを見ていきましょう。
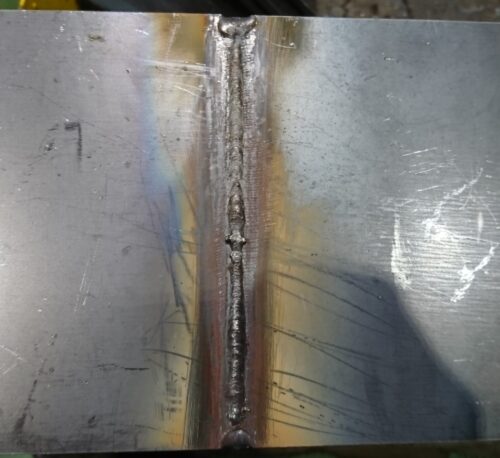
1層目の運棒

真ん中にコブみたいな裏波となりちょっと失敗してしまいました。
どのJIS検も裏当てナシの場合、このように1層目の裏波が最重要課題となります。
特に半自動や手棒の溶接は裏波が出ていないからといっても補修なんてものは出来ません。
それだけに1層目は気を付けないといけません。
スタート時の溶接棒の角度
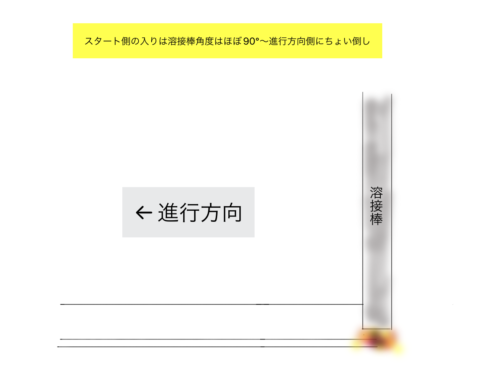
スタート時はおおよそ90°くらいで真下にアークを出して開先と棒の先端との関係性を見ながら溶接します。
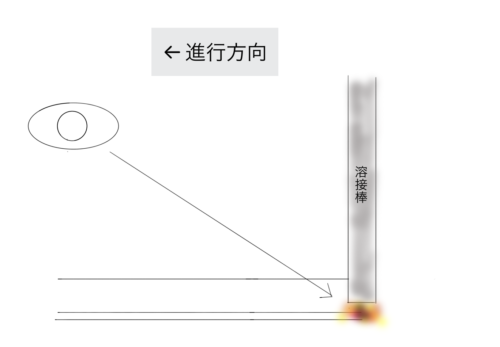
裏波が出ている時は溶接棒の角度を頻繁に調整しながらやります。
その逆に
溶接がやりやすいと感じたときは裏波が出せていない可能性があります。
開先内で片溶けした場合はスグ修正
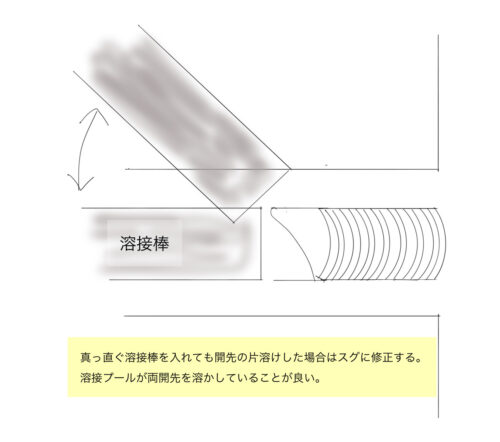
いくら開先に真っ直ぐ溶接棒を入れたと思っていても開先条件の均一性と棒の乾燥、溶接棒の倒れ具合で溶接プールが片方に寄ってしまう場合があります。
対処方法は溶接棒を倒して両開先を溶かすように操作する。
前に進めない場合は溶接棒を倒す
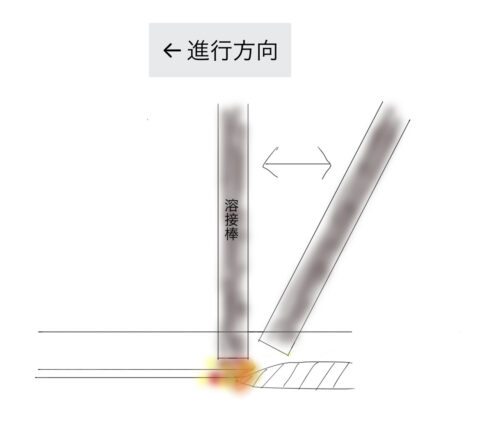
真下にアークを発生させていくと開先が溶け込み過ぎで前に進めない状況にもなることがあります。
その場合は
溶接棒を進行方向と逆側に倒し開先内にできている溶接プールを前に押し出しながら進めます。
場合によっては一度戻ってプールを作って進めることもあります。
これらのことにより溶接棒を置いているだけではできないし後退法だと開先と溶接プールが見えないので前進法で溶接する理由になります。
2層目の運棒
1層目の溶接止端部を溶け込ませる(沸かすとも言う)必要がある。
かと言って
溶接電流250Aくらい高くすると溶け込みはあるが1層目が溶け落ちるくらいになるので焦っちゃっいます。
あまり高過ぎないように落ち着いてできる電流値でしましょう。
初層は前進法でやりましたが2層目以降は本来のやり方である引き溶接で溶接をしていきます。
開先より1mm下くらいまで溶接を盛ることが出来れば最終溶接は安心です。
クレーターの溶接の肉が凹みぎみになるので最終層の前に切りながら肉をつける処理をすると最終層は楽になります。
3層目の運棒
始端部で切りながら土手を作りましょう。
土手があることで溶接ビードの溶け落ち防止になります。
溶接プールの外側は開先幅より1mm~2mmくらい越えたくらいのウィービングでおこないます。
両端部はアンダーカットになりやすいので0.5秒くらい両端は止めながら溶接します。
2層目同様クレーターは肉が足らなくなるので円を描きながらアークを切りそれでも肉が足らない場合は始端部同様に切りながら処理をしましょう。

4.まとめ
・N-2Fの条件
ルート面:2mm
ルートギャップ:2.6~2.8mm
・溶接電流
1層目:94A~96Aくらい
2層目:180~200A
3層目:180~200A
N-2Fの条件についてお伝えしましたが合格するかは練習しないと出来ません。
プレッシャーをかけるわけではないですが裏波溶接は1発勝負です。
裏波が出せているときの開先と溶接棒の先端がどういう状況になっているのか練習して掴んでおければ電流値に幅があっても対応が可能です。
頑張って取得しましょう。


コメント